豊明市 トルコン太郎 オリジナルアタッチメント作成 M's Factory


今回は、マツダ KE系 CX5 6ATのアタッチメントの製作です
まあ、次から次へと形状の違うオイルクーラーが色んなメーカーごとに搭載されてます。
その都度自作するか、いつも情報共有させていただいたり、お世話になっている愛媛のフリークさんから購入するかしています。
国産車のオイルクーラーは値段が安いので基本的には自作しますが、輸入車はとんでもなく高額なオイルクーラーもあります。
そのような場合はフリークさんが販売しているようであれば購入しますし、販売されてないタイプであれば高額だろうと本国オーダーでも購入して加工します。
1個3万超えのオイルクーラーもあったりしますが容赦なく切断して溶接します(^^)
いまでは自作のアタッチメントが沢山あります。
もちろん当社でしか施工できない車種もあるんですよ。
それでは制作過程をアップしていきたいと思います。


いきなりピンボケですいません。(笑)
まず、純正オイルクーラーを取り寄せます。
10,000円しないくらいの値段になります。
これを加工していきたいと思います。
新品のオイルクーラーを削りしろを残して惜しみなくカットします!
ベースプレートギリギリを狙って切断するイメージで。
切断完了です。
手で持っているほうは必要ないので処分です!


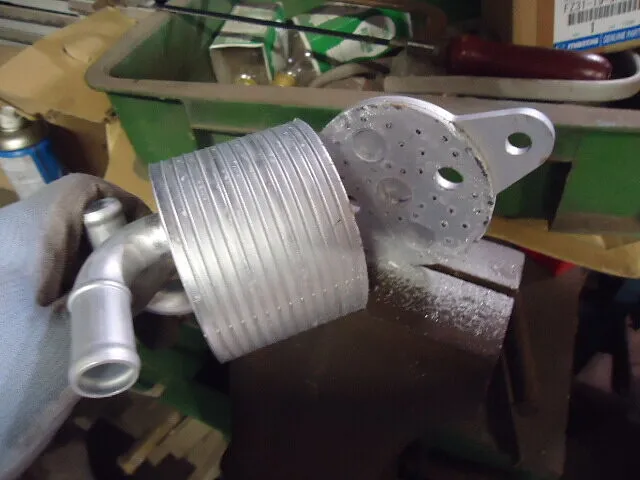
あの手この手を使って必要のない部分を削り落としてベースを研磨し面出しをしたところです。
時間がある場合は友人にフライスで削ってもらうこともあります。
右側の丸鋼はトルコン太郎のホースと接続するカプラーを装着するためのベースになります。
穴のセンターに丸鋼を溶接するのであらかじめポンチを打ってあります。
ちなみにプレートの上下に大きい穴があいていますがここをATFが流れて先ほど処分した何層ものフィンの中でクーラントによってATFの暖気、一定の温度までATFの温度が上がると冷却しています。
ここが万が一事故をしたときにつぶれると、冷却水とATFが混ざることになり大変なことになってしまいます。

丸鋼とベースプレートの穴のセンターをあわせてを溶接していきます。
丸鋼とベース差厚がかなりあり、隅肉溶接、なおかつベースプレートをなるべく歪ませたくないので慎重に溶接します。

アルミTig溶接です。
ベースプレートが溶け落ちないようパルスを使い、気持ち丸鋼側を狙ってアークをとばし、加棒スピードを加減して、歪ませないようしっかり溶接します。
巣穴があいたらATFが漏れるので。
最近ダイヘンのTig溶接機を新調したのですがとにかく低電流でもアークが安定して溶接しやすい!
前に使用していたパナソニックのTig溶接機が調子悪かったのと私の腕も関係もあるのでしょうが。(笑)

溶接完了です。
しっかり溶接されていると思います。
ビードが安定して出ていませんね。
プロの溶接工の方が見たら笑われます。(笑)
アルマイトか製造時のロウ付けのフラックスがとりきれていなかったようで、少し黒く焦げた所が2か所ほどあり、ステンレスワイヤーブラシで磨きました。
溶接とゆうのは楽しいですが、特にアルミ溶接は本当に奥が深いです。
製品ではではないのでご容赦ください。
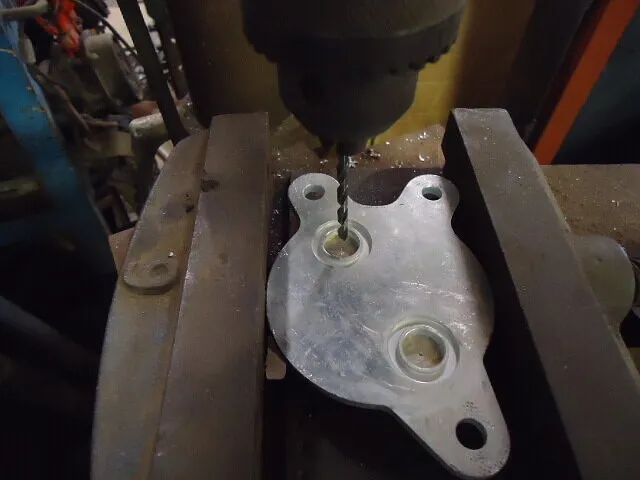

穴のセンターを狙ってPT1/4のタップの下穴、11.5㎜をボール盤であけます。
5000番台のアルミですのでサクサク穴があきます。

タップを切り1/4のソケット、エルボー、2P-Aカプラーを仮付けします。
ちなみにトルコン太郎のホースのカプラーはメスの2S-Aです。
あとはシールテープを巻いて現車に合わせた角度でカプラなどを本締めすれば完成です!
しかしみっともない溶接です(笑)
後日、現車でのトルコン太郎圧送交換をアップしますのでご覧ください。

お電話でのお問合せは
0562-93-8377
で受け付けております。
※必ず「ホームページを見た」とお伝えください。
お問合せフォームは24時間受付をしておりますのでお気軽にお問合せください。
お問合せフォームはこちら
 バイクマフラー、チャンバー修理
バイクマフラー、チャンバー修理
 TT1 スバル サンバートラック 赤帽ハイルーフ用 鳥居作成
TT1 スバル サンバートラック 赤帽ハイルーフ用 鳥居作成
 ZVW30 プリウス ガナドールマフラー修正
ZVW30 プリウス ガナドールマフラー修正
 JZX110 マークⅡ フォーチュナヤマハ マフラー修正
トルコン太郎 オリジナルアタッチメント作成
JZX110 マークⅡ フォーチュナヤマハ マフラー修正
トルコン太郎 オリジナルアタッチメント作成 

このサイトのトップページへ接続されます。