HOME > �M�������[�F�����I�t�p�[�c�쐬�@etc. > �g���R�����Y�@�A�^�b�`�����g�쐬
�M�������[
�g���R�����Y�@�A�^�b�`�����g�쐬


�����Ȃ�s���{�P�ł����܂���B�i�j |

�V�i�̃I�C���N�[���[����肵����c���Đɂ��݂Ȃ��J�b�g���܂��I |
�ؒf�����ł��B |

���̎肱�̎���g���ĕK�v�̂Ȃ���������藎�Ƃ��ăx�[�X���������ʏo���������Ƃ���ł��B |

�ۍ|�ƃx�[�X�v���[�g�̌��̃Z���^�[�����킹�Ă�n�ڂ��Ă����܂��B |

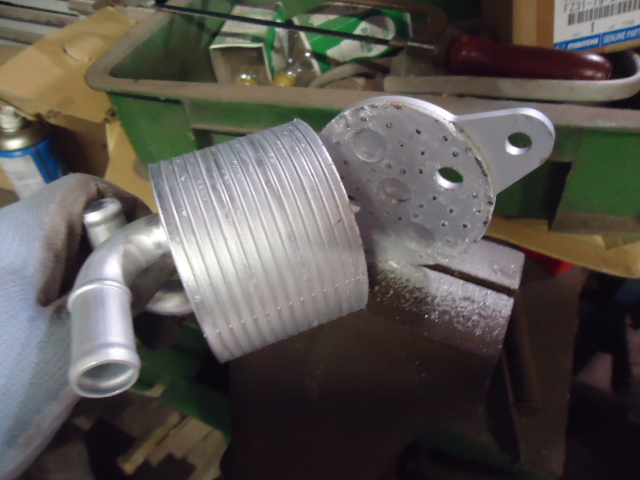
�A���~�s�����n�ڂł��B |

�n�ڊ����ł��B |

���̃Z���^�[��_���Ăo�s1/4�̃^�b�v�̉����A�P�P�D�T�o���{�[���Ղł����܂��B |

�^�b�v���1/4�̃\�P�b�g�A�G���{�[�A�Q�o�|�`�J�v���[�����t�����܂��B |




����́A�}�c�_�@�j�d�n�@�b�w�T�@�U�`�s�̃A�^�b�`�����g�𐧍삵�܂����B
����ߒ����A�b�v���Ă��������Ǝv���܂��B